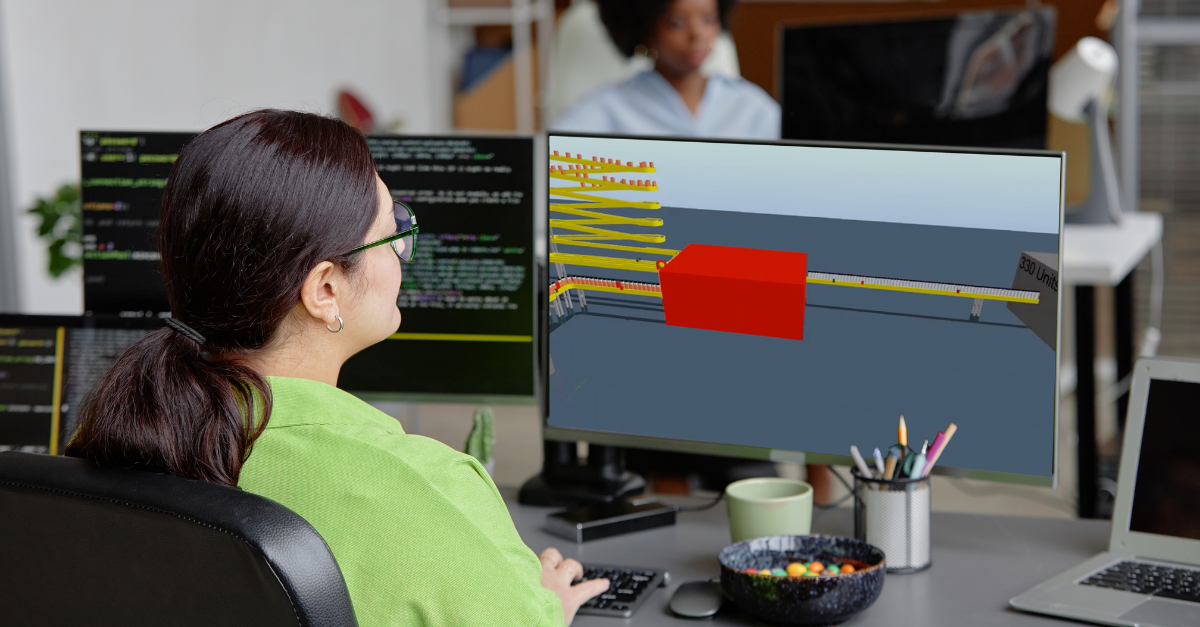
Automation and Controls 3 Min Read Emulation: Reduce Project Risk and Increase Certainty in Outcome To remain competitive, manufacturers need to invest in updating and upgrading operations. Common issues that ... Andrew Lawrence March 11, 2026
Smart Manufacturing 4 Min Read How Accurate Is Your Downtime Data? As a manufacturer, you need to track downtime data to identify inefficiencies, plan for maintenance, and ... Arun Madangarli November 12, 2025
Automation and Controls 2 Min Read Set Up Your Project for Success with the Right Systems Integration Partner Choosing a systems integrator is one of the most critical decisions a manufacturer can make when pursuing ... Ron Rich, P.E., PMP October 22, 2025
News & Events 1 Min Read Richard Phillips Promoted to Vice President of Smart Manufacturing We are proud to share an exciting leadership update: Richard Phillips has been promoted to Vice President of ... Ron Rich, P.E., PMP October 8, 2025
Automation and Controls 2 Min Read Why Having a Unified Mechanical and Controls Team is the Secret to Faster, Smarter Project Delivery Projects that involve modifying manufacturing equipment and processes are inherently complex. This is ... Todd Walter August 20, 2025
News & Events 1 Min Read Polytron Receives Back-to-Back Top Workplace Honors I am so proud to announce that, for the second consecutive year, Polytron has been identified as a 2025 Top ... Ron Rich, P.E., PMP August 13, 2025
Smart Manufacturing Obsolescence Management 2 Min Read Is Your Plant’s Infrastructure Ready for Modernization? For many manufacturers, modernization promises greater efficiency, data-driven insights, and improved ... Creighton Fearrington July 23, 2025
Smart Manufacturing 4 Min Read Mitigating Automation Technology Risks Operating legacy technology beyond end of life (EOL) is a common choice for manufacturers; but selecting ... Damian Stahl, P.E., PMP July 9, 2025
Process Packaging News & Events 2 Min Read Staying Ahead of New and Evolving Ingredient Regulations The Food and Drug Administration’s (FDA) recent announcement regarding plans to phase out certain ... Scott Richards, PE, PMP May 21, 2025
Machine Safety Automation and Controls 1 Min Read Polytron and KCF Technologies Collaborate to Deliver Innovative Machine Health Monitoring Solutions Polytron is excited to announce a strategic relationship with KCF Technologies, a leading provider of ... Rande Allen, MBA, PMP May 7, 2025
Machine Safety 9 Min Read Every Worker Has the Right to Go Home Safe and Healthy Everyday If you are a bottom-line type of person, you should know that your business’ greatest asset is its employees, ... Polytron April 24, 2025
Automation and Controls Obsolescence Management 3 Min Read Your Guide to Justifying an Obsolete Technology Upgrade When technology goes beyond its useful life cycle, it becomes a business risk for a multitude of reasons ... Scott Richards, PE, PMP March 12, 2025
Automation and Controls 2 Min Read 4 Surprising Benefits of Predictive Maintenance in Manufacturing Predictive maintenance (PdM) is revolutionizing manufacturing and is best known and sought out for benefits ... KCF Technologies February 5, 2025
Process 1 Min Read Ensure Project Success with Proactive Start-Up Planning While start-up and commissioning may be the final phases of executing a manufacturing project, these critical ... Damian Stahl, P.E., PMP January 28, 2025
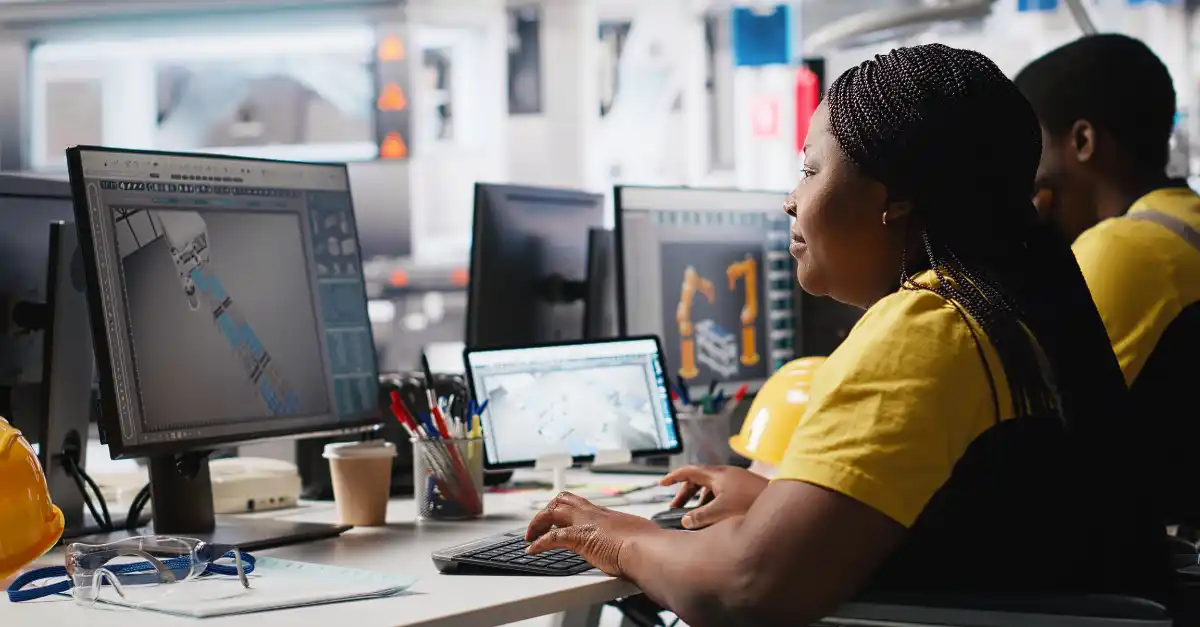
Process Packaging 3 Min Read Mitigating Manufacturing Project Risk with 3D Modeling Whether you’re upgrading aging equipment or adding a new line to keep up with demand, we know you can’t ... Lee Huynh October 9, 2024
News & Events 1 Min Read Polytron Named Seventh on Atlanta Top Work Places List I am so proud to announce that Polytron has been named to the Atlanta Journal-Constitution’s 2024 Top Work ... Ron Rich, P.E., PMP August 15, 2024
Automation and Controls Obsolescence Management 2 Min Read Managing Obsolescence by Capitalizing on Planned Downtime Unless you’re operating a new plant, chances are you’re running a variety of PLCs, VFDs, DCSs, and HMIs that ... Damian Stahl, P.E., PMP July 31, 2024
Smart Manufacturing 3 Min Read Best Practice for a Successful MES Strategy Part 4: Achieving Results In the first three parts of this series, we covered the following key parts of developing a successful MES ... Richard Phillips, PE, PMP July 16, 2024
Smart Manufacturing 3 Min Read Best Practices for a Successful MES Strategy Part 3: Identifying a Trusted Digital Transformation Partner Multiple surveys have shown that roughly 80 percent of MES-type projects fail to move forward past the ... Richard Phillips, PE, PMP June 6, 2024
Smart Manufacturing 3 Min Read Best Practices for a Successful MES Strategy Part 2: Proper Planning for Implementation You’ve taken the time to review and understand the business challenges you’re facing, and how, at a high ... Richard Phillips, PE, PMP May 22, 2024
Smart Manufacturing 3 Min Read Best Practices for a Successful MES Strategy Part 1: Understanding Your Business Drivers You need to push production to get more out of your existing assets. To do this, you’ve tried to optimize ... Richard Phillips, PE, PMP May 1, 2024





.png)













.png)






.png)

